17717786883



电话:010-12345678
手机:18888888888
联系人:某某
传真:010-12345678
邮箱:xxxxxx@xxx.com
地址:某某市某某路
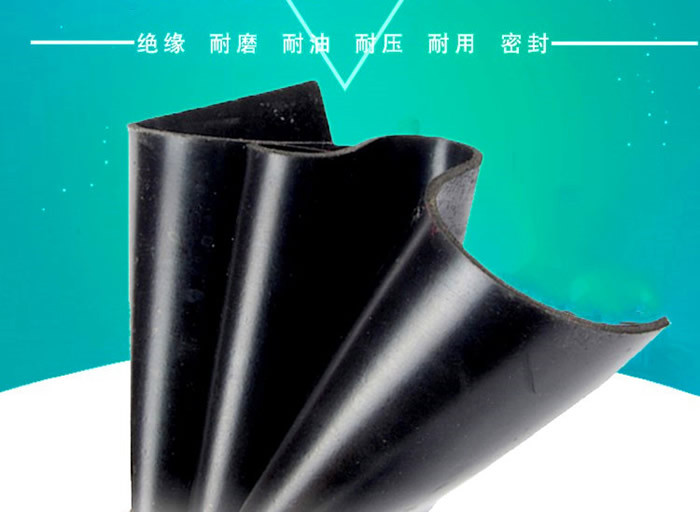
The production process of insulating rubber sheet is through the basic process of plastic refining, mixing, injection molding or extrusion, forming and vulcanization. Each process has different provisions for commodities, and each process has several auxiliary practical operations. In order to add all kinds of necessary blending agents to the rubber, it is necessary to melt the raw rubber to improve its plastic deformation.
Then carbon black and various rubber modifiers were mixed with rubber to form plastic particles;; The rubber raw material is extruded into a certain shape embryo material; Then it is fused with textile materials (or metal composite materials), and semi-finished products are produced by injection molding, plywood or plywood. After vulcanization, semi-finished products with ductility are processed into commodities with high elasticity.
The harm of curing temperature control to the production of insulating rubber sheet is as follows
Vulcanization temperature is harmful to vulcanization rate immediately, which is generally described by vulcanization temperature coefficient. Vulcanization temperature coefficient is the ratio of the time required for vulcanization at a certain level at a special temperature to the relative time required at a temperature difference of 10. Controlling the effective curing temperature has great harm to the characteristics of plastic particles, especially to the finished products of rubber sheet, rubber sheet and rubber wood floor.
Choosing higher curing temperature can improve productivity, but the improvement of curing temperature is limited by various standards. Because rubber is a poor heat transfer body, it is difficult to vulcanize thick products at high temperature, so that the inner and outer rubber friends are in the range of vulcanization; All kinds of rubbers have different heat resistance properties, and high temperature will reduce the properties of some rubbers.
If the temperature is too high, the chemical fiber textiles will be destroyed; For vulcanized thick products with complicated pattern design, it should also be considered that the plastic particles must have sufficient time to flow in the mold shell and penetrate into the chemical fiber. In recent years, vulcanization is gradually developing to high temperature vulcanization. High temperature vulcanization is also used for injection vulcanization, electric heating flat vulcanization and eutectic heating material continuous vulcanization
The vulcanization temperature of insulating rubber sheet is 160, and the temperature it can withstand is 200. The vulcanization temperature of chloroprene rubber is 170 and the bearing temperature is 300; The vulcanization temperature of styrene butadiene rubber is 150-190 and the bearing temperature is 300; The vulcanization temperature of silicone rubber and fluororubber is 200. The vulcanization temperature of NBR is 150-190.

Copyright: Hebei Yueming Power Equipment Technology Co., Ltd
Address: Shijiazhuang Electric Power Technology Development Zone, Hebei Province



 中文(简体)
中文(简体)